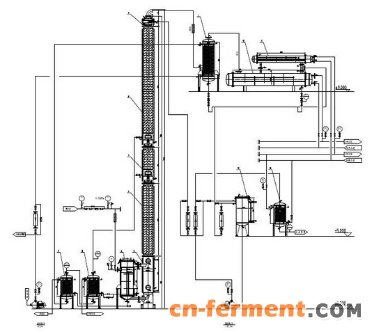

酒精回收塔由塔釜、塔身、冷凝器、冷却器、缓冲罐、高位贮罐六个部分组成,适用于制药、食品、轻工、化工等行业的稀酒精回收,也适用于甲醇等其他溶煤产品的蒸馏。本设备填料采用高效不锈钢波纹填料,与物料接触部分均采用不锈钢SUS304或SUS316L制造,设备外表面亚光处理,具有良好的耐腐蚀性能 ,并且具有节能、环保、降低生产成本、提高效率的优点。本装置可将12°~50°的稀酒精蒸馏到93°~95°,残液排放含醇度低,符合GMP医药标准。
性能参数:
|
参数\规格 |
JH-200 |
JH-300 |
JH-400 |
JH-500 |
JH-600 |
JH-800 |
|
塔体直径 ㎜ |
200 |
300 |
400 |
500 |
600 |
800 |
|
塔体高度 m |
6 |
7 |
7 |
11 |
11 |
11 |
|
釜容积 L |
600 |
1120 |
1450 |
2200 |
2200 |
2200 |
|
回收能力 L/h |
60-80 |
100-120 |
120-150 |
350-400 |
350-400 |
350-400 |
|
回收浓度 |
93%~95% |
|||||
|
蒸汽压力 |
0.09Mpa |
|||||
|
系统压力 |
常压 |
|||||
|
加热面积 ㎡ |
3.2 |
5.0 |
6.5 |
10 |
15 |
24 |
|
冷凝面积 ㎡ |
6.7 |
8.8 |
11 |
30 |
36 |
42 |
|
冷却面积 ㎡ |
2 |
3 |
3.5 |
4 |
6 |
9 |
|
长度 mm |
2300 |
2600 |
2600 |
4000 |
4000 |
4000 |
|
宽度 mm |
700 |
800 |
1000 |
1800 |
1800 |
1800 |
|
高度 mm |
≈8000 |
≈9000 |
≈10000 |
≈11000 |
≈12000 |
≈14000 |
控制选项:
1.药品/批次自动控制
2.进料/放料流量自动控制
3.精馏塔温度自动控制
4.精馏塔釜底液位自动控制
5.回流比自动控制
6.回收浓度自动控制
7.冷却循环水自动控制
8.CIP自动清洗
9.生产安全控制
10.控制方式(PLC/DCS系统)
结构特性:
1.回收能力高;
2.浓度范围广,可将12°~50°的稀酒精蒸馏到93°~95°,残液排放含醇度低;
3.设备一体化程度高,结构设计美观大方;
4.整机可设计成全自动控制,自动化程度高,酒精浓度监测灵敏;
5.能耗低,余热利用率高,节能减排;