


 13720223167
13720223167



关键词:抗生素废水IC反应器改造
0引言
抗生素废水是一类含高硫酸盐、多种抑制物,碳氮比低的难降解有毒高浓度有机废水,主要来源是原料提炼后的发酵废液,还有蒸馏回收溶剂后的残留液、离子交换吸附后的废液以及染菌倒灌的废液等。废水中含有高浓度有机物和悬浮固体,但COD(化学需氧量)很高,排入江河后将严重耗氧,破坏天然水质的自净能力,引起水质变黑、水体富营养化,传播病菌,酿成公害。国内300多家企业生产占世界产量20%-30%的70多个品种的抗生素,废水排放量大且目前大多直接排放,水体污染严重。为了加强对废水的处理能力,减少污染物的排放,公司对废水处理过程中的厌氧处理由UBF(厌氧复合床)工艺再造为IC(internalcirculation)反应器处理,不仅优化了废水排放指标,而且创造较好的经济效益。
1公司废水来源与特点
本公司主要生产盐酸林可霉素原料药及其衍生产品,年产量2000多吨,工业生产产生废水0.35万m3/d,主要组成是发酵提取废液和回收溶剂后的残留液。其特点是废水中含有高浓度的有机物(蛋白质和丁醇等)、悬浮固体和硫酸盐等,其中COD可达1.87g/L,BOD5为1.25g/L,NH3-N为229.7mg/L,SS为0.51g/L,给废水处理带来很大困难,造成生产成本大幅上升。
2原工艺处理后排水状况
原工艺采用UBF反应池对工业废水进行厌氧处理,UBF反应池具有工艺结构紧凑、无机械搅拌装置、处理效果好以及投资费用省等优点,但其对进水COD和SS有较高的要求,处理负荷较低,一般低于10kgCOD/(m3·d),以免由于产气负荷率太高而增加紊流造成悬浮固体的流失。公司工业生产废水首先经过自来水稀释,然后经UBF工艺处理,其排放废水指标达到:COD为786mg/L,BOD5为193mg/L,NH3-N为95.1mg/L,SS为389mg/L,经自来水4倍稀释后,达到国家排放标准,年排放废水524万m3,排放COD1218.64t/a。这不但破坏天然水质的自净能力,引起水质腐败,酿成公害,而且大量清水稀释增加公司生产成本,对水资源造成极大的浪费。
3工艺改造后的排水状况
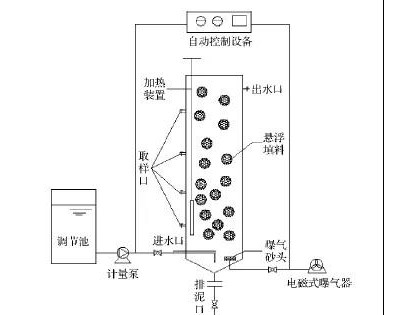
为了改善废水处理效率,提高废水处理能力,降低废水排放量,公司拟对废水处理过程的厌氧步骤改造为IC反应器处理工艺,共建成1500m3的IC反应器8台。IC反应器是由荷兰PaquesBV公司开发的一种用于废水处理的内循环反应器,该设备由两个上下重叠的UASB(升流式厌氧污泥床)反应器串联组成的。下面的UASB反应器产生的沼气作为提升的内动力,使升流管与回流管的混合液产生密度差,实现下部混合液的内循环,使废水获得强化预处理。上面的UASB反应器对废水继续进行后处理(或称精处理),使出水达到预期的处理要求。
在处理中低浓度废水时,反应器的进水容积负荷率可提高至20-24kgCOD/(m3·d);处理高浓度有机废水时,进水容积负荷率可提高到35-50kgCOD/(m3·d)。IC反应器对进水COD和SS的要求范围较宽,适合低浓度到高浓度废水的处理,不需稀释处理。这是对现代高效废水反应器的一个突破,有着重大的理论意义和实用价值。
公司工业生产废水经改造后的IC反应器处理后,其排放废水指标达到:COD为361mg/L,BOD5为79.3mg/L,NH3-N为35.2mg/L,SS为126mg/L,分别比原工艺下降54.07%、58.91%、62.99%和67.61%。经自来水2倍稀释后,即可达到国家排放标准(GB21903-2008)《发酵类制药工业水污染物排放标准》,年排放废水279万m3,排放COD500.73t/a,分别比原工艺缩减245万m3/a和717.91t/a。
4改造项目投资和收益
该项目设计、实施共投资915万元,计算期为15年,建设期1年,运行14年。处理吨废水成本增加0.2元/m3,年处理废水增加成本25.6万元。本项目平均年总成本费用为432.8万元。该项目建成运行后,年节约用水245万m3,按2.3元/m3,减少水资源开支627.6万元(包括节约水资源费和节约水附加费)。所得税按25%计,运营期内年平均利润总额为194.8万元,年平均税后利润为146.1万元。
5结论
采用IC反应器厌氧处理工艺代替UBF处理工艺,工艺简单,对进水指标要求低,运行后使得出水指标大幅优化,其中COD、BOD5、NH3-N和SS分别由786mg/L、193mg/L、95.1mg/L和389mg/L降至361mg/L、79.3mg/L、35.2mg/L、126mg/L,分别降低54.07%、58.91%、62.99%和67.61%。不仅改善了废水处理效率和处理能力,年排放废水量降低245万m3/a,同时节约大量水资源,具有显著的社会效益和经济效益。目前,公司正在其它分厂进行该项目推广改造。
参考文献:
[1]苑宝玲,王洪杰.水处理新技术原理与应用.化学工业出版社.2006.4.
[2]史瑞明,王峰,杨玉萍.抗生素废水处理现状与研究进展[J].山东化工.2007.36(11):10-14.
[3]曾丽璇,张秋云,刘佩虹等.抗生素制药废水处理技术进展[J].安全与环境工程.2005.12(4):35-38.




 加载中...
加载中...
