


 13720223167
13720223167



生产过程中的废水主要来源于洗罐废水、废弃液、板框洗液、发酵残液、设备清洗等废水。废水中主要的有机污染成分是:糖类、有机酸、菌丝体、蛋白质、淀粉及其水解产物等。废水的COD、SS、色度均较高,pH较低。废水排放量2000m3/d。该公司处理后出水水质执行《污水综合排放标准》(GB8978-1996)中的二级排放标准。
废水水质特点:COD=2000~14000mg/L、BOD=1200~6000mg/L、 SS=450~1200 mg/L ,pH=2~6、色度=600。
废水处理工艺流程如下:

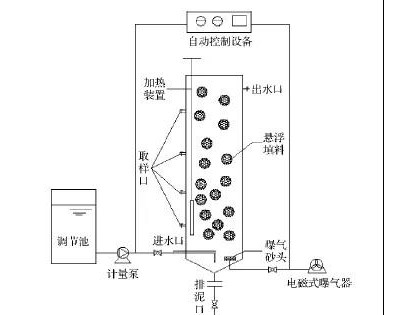
生产综合废水首先经过粗细格栅去除水中较大颗粒悬浮物,经格栅井提升泵进入调节池进行pH、COD等调节,同时进行水解酸化,再经过综合调节池提升泵将水提至中间罐;在中间罐里设有在线pH计,自动控制片碱泵的启闭,进一步调节pH值。当水温较低时可通过蒸汽加温,使IC进水温度控制在35~37℃左右。中间罐旁分别设有IC提升泵,废水进入IC反应器后,通过厌氧微生物作用,降解水中的污染物;IC出水分别通过重力溢流至一体化反应池,通过A/O中好氧微生物的降解作用,对废水中的COD进行进一步的处理, A/O出水溢流至二沉池,进行固液分离,并且对A/O进行污泥回流;二沉池出水通过沉淀池提升泵提升经A/O反应池至BAF,在BAF中进一步降解有机物,BAF出水流经清水池后达标排放。BAF反冲洗水、离交废水等进入事故池,通过潜水泵泵入一体化反应池处理。
采用水解酸化-IC-A/O-BAF组合工艺能有效处理乳酸制品废水,该工艺具有污染物去除效率高,运行经济稳定等特点。




 加载中...
加载中...