提要:
本文结合抗生素生产中发酵消毒尾汽余热的回收利用,分析讨论了当余热蒸汽中混有不凝性气体等杂质以及余热品位低,排量不稳定时,如何把它回收并利用于对热源参数及数量稳定性要求较高的制冷场合。 |
|
|
一、余热排放现状
药厂抗生素生产要求消毒严格。所有管路和发酵罐等设备在装入物料前必须用流动的蒸汽进行一定时间的连续消毒。因而,在消毒操作时,大量消毒尾汽排向环境。这些"废"蒸汽温度约为100~130℃,压力达0.12~0.13MPa左右。例如某车间,每天有好几个大罐空罐消毒,加上其他设备和管道消毒,每天共排放消毒废蒸汽约108吨,全年连续生产排放量约8.9万吨,折合标煤5070吨,能源浪费严重,同时还造成环境的热污染。
二、需冷与供冷分析
上述抗生素的生产中,由于菌种生长环境要求恒温在22~25℃,而为了带走发酵热,原工艺采用16℃左右地下深井水冷却,如上述车间每年用于此面冷却的地下水736万吨,因而该厂所在城市地下水位逐年下降,面临严重缺水的危机。这种对水资源的超采和严重,浪费现象是不允许继续存在下去的。为了节水,近年某些同类车间改用循环水冷却:即在寒冷季节用冷却塔冷却水,而在湿热季节用机械压缩式制冷水来冷却。这样虽可节省水资源,但制冷需耗用大量电能。采用新蒸汽驱动的双效溴化锂吸收式制冷机制取冷水虽可节电,却需消耗大量新蒸汽。
三、废汽余热回收利用的困难
上述方案,从能源利用的角度来看显然是不合理的。这种情况下的理想方案应当是,回收利用生产工艺排放掉的蒸汽制冷取冷量,以满足生产的需求,构成一个闭合环路。然而实际上废汽加收利用常常存在各种困难,这些困难主要是:
1.废汽中混有大量空气
实际上,工艺现状是发酵用温度较低的空气与消毒用温度较高的蒸汽排至同一套管道,且同时进行发酵操作的罐数大大多于消毒操作的罐数。因此,排出的废气是蒸汽与大量空气的混合物。据计算当蒸汽温度为120℃,空气温度30℃时,混合气体含空气量的重量百分比如表1。实测该混合气体的温度为40~60℃,估计含空气量70~90%。
表1 含空气的重量
| 含空气的重量百分比% |
0 |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
| 混合气体温度 |
120 |
114.6 |
108.8 |
102.3 |
95.2 |
87.3 |
78.5 |
68.6 |
57.4 |
44.7 |
此外,由于混合气体水蒸汽分压低于总压,所以蒸汽凝结温度低于混合气体总压下纯蒸汽的饱和温度。据计算,当混合气体总压为P=0.1961MPa,水蒸汽分压与饱和温度随所含空气量的增加而降低(表2)。由表可见,含空气量越多,饱和温度降低越甚。
表2 含空气的重量
|
含空气的容积百分比%
|
0
|
10
|
20
|
30
|
40
|
50
|
60
|
70
|
80
|
90
|
95
|
|
水蒸汽分压(MPa)
|
0.1961
|
0.1765
|
0.1569
|
0.1373
|
0.1177
|
0.09807
|
0.07845
|
0.05884
|
0.03923
|
0.01961
|
0.009807
|
|
饱和温度℃
|
119.6
|
116.1
|
112.6
|
108.5
|
103.8
|
99.1
|
91.8
|
84.5
|
75.4
|
59.7
|
45.5
|
可见,消毒废汽中混有大量空气时,混合气体温度和其中蒸汽的凝结温度都显著下降。这会大大降低它的利用价值,更不能满足热驱动制冷机对热源参数的要求。
2.抗生互生产有严格的卫生要求,为严防气流倒灌造成交叉污染,要求排气通畅因发酵时罐压较低约0.035 MPa,而排气管道系统有阻力损失,故限制了余热回收设备的工作压力和阻力,决定了可利用余热的品位很低。而且必须有可靠的安全措施,这正是本项余热能否利用的必要条件之一。
3.消毒废气的排放量在一日内有很大的波动。例如在一个大的空罐内消毒时蒸汽排放量可高达4~8t/h,而在管道内消毒时只有0.5~1 t/h,相差约十倍,而工艺需冷量却要求平衡不变。
4.废汽中含有菌丝等杂质,如不加处理,凝结水将因不符合回收质量要求,而不能返回热电厂,必须排放掉。
由上可见,该余热排汽一般无法直接利用。可以说本项余热能否回收利用的先决条件,将是能否采限取一些措施改善排汽质量,或设法放宽余热利用的限制条件。
四、改善排汽现状的措施
本措施系在原排空气管道系统之外,另设一套排蒸汽管道系统。这样,首先可以使"废"蒸汽中含空气量大大减少,作到不超过1%,排汽的饱中温度升高到100℃以上,水蒸汽分压力≥0.12MPa,使余热具备了用于制冷、供暖的基本参数要求。其次管道分设以后,只要操作得当,排蒸汽管道系统的阻力不再受发酵过程排空气时较低罐压的限制,只受排消毒蒸汽较高罐压(约0.12~0.13MPa)的限制,故可大大放宽对热能回收设备阻力的约束,从而提高其入口蒸汽压力。这样既可以保证排汽通畅,确保消毒质量和防止气流倒罐造成的交叉污染,又要使利用的余热品位升高。
五、余热利用方案
根据前述具体条件,利用该余热制冷最适宜在湿热季节,以向发酵操作供冷水;面临冬季向厂区及生活区供暖;全年还可以提供部分生活用热水。其中以制冷最为复杂,故本文主要探讨余热制冷方案。
前述措施把排汽余热参数提高到可利用的程度,但从卫生安全的角度出发,设计参数还不能很高,如可限饱和温度105℃,且仍具有很大波动性和含有少量空气。在这种条件下,余热制冷可选择的方案如下:
方案一、直接利用废汽作为溴化锂吸收式制冷机的热源。
这是最简单的方案,但存在以下问题:
1.因废汽中仍含有少量空气,但存在以下问题:空气是难于分离的。当空气随蒸汽进入溴化锂吸收式制冷机的发生器时,将在其传热管表面集聚,形成气膜热阻,严重影响换热效果,据计算,1mm厚不凝性气膜将使传热系数减小97%。
2.废汽量波动大,而压力又很低的蒸汽是难于贮存的。若按大排量设置余热制冷机,当排量少时得补充大量新蒸汽,须将0.7~0.9MPa的新汽节流减压至0.2MPa以驱动单效溴化锂吸收式制冷机(热力系数0.7),这样会造成高品位能量低效率使用,还不如直接利用新蒸汽驱动双效溴化锂吸收式制冷机,因其热力系数可≥1.20。若按小排量设置余热制冷机,余热回收量很小,当排量大时须将大量蒸汽排放掉。
3.余热蒸汽参数仍低于标准蒸汽单效机对热源参数的要求(饱和温度120℃ )。如不加大制冷机尺寸,其热力系数和制冷量将降低。
方案二、利用蒸汽喷射器提升废汽压力后,作为溴化锂吸收式制冷机的热源。
利用压力较高的新蒸汽通过喷射器引射废汽可将其压力升高,以改善本项余热品位低的状况。但本方案存在如下问题:
1.得不偿失。若将废汽压力提升到0.4MPa以上,可采用双效溴化锂吸收式制冷机。但计算表明,这时,所需消耗新蒸汽量很大。如当工作蒸汽压力0.8MPa。引射蒸汽(废汽)压力0.12MPa时,欲提升到0.4MPa,每提升1kg废汽须消耗100kg新汽。显然为提高制冷机热力系数所须付出的代价太大。若将废汽压力提升到≥0.16MPa,可采用单效溴化锂吸收式制冷,但仍未达到标准蒸汽单效机所要求的蒸汽参数,且每提升1kg废汽的压力至少需耗0.7kg新汽。而这些新汽的投入并不能改变制冷机热力系数不高于0.7的状况,所以说该方案得不偿失。
2.喷射器的特性是偏离设计点时效率急剧下降,而本余热具有波动大的特点,势必使喷射器经常在非设计工况下工作。若增加喷射器数目,将会导致系统和控制复杂化。
3.因废汽凝水不符合热电厂回收标准,混入新汽后会使大量新汽的凝水也不能返回热电厂,降低了经济性。
4.与方案一相同,不易分离不凝气体。
|
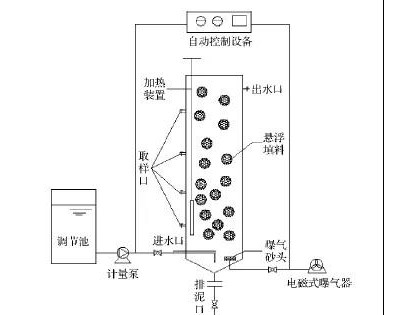
方案三,利用废汽加热水的热水型溴化锂吸收式制冷机。
采用高效汽水换热器(如附图),使废汽与循环水直接接触,其中蒸汽冷凝而循环水被加热,所得热水作为热水溴化锂吸收式制冷机制热源。由于废汽量是波动的,欲使其全部凝结,并保证热水温度不低于溴化锂吸收式制冷对热源的温度要求,换热器中喷淋的循环水量应随之变化。另一方面,工艺要求冷量稳定,相应要求向溴化锂吸收式制冷机提供稳定的热水量作热源。为解决这个问题,安设了储水罐制冷。制冷机容量按平均废汽量为热源来确定。当废汽量超过平均值时,加大喷水量,增开泵2,余热热水量储存于回水罐中。当废汽量低于平均值时,减小喷水量,打开伐2,制冷机回水的一部分储存于回水罐中。控制是根据换热器出口水温的信号,通过调节阀1、阀2以及开停泵2来实现。本方案的特点:
1.能在废汽量波动的条件下,供给较稳定的冷量,这就克服了由于余热的波动性对回收利用所造成的困难。2.残留于废汽中的不凝性气体,在蒸汽冷凝加热水以后,从水中分离出来。不致因不凝性气体进入溴化锂吸收式制冷机的发生器而影响传热效果,保证了制冷机的正常工作。3.所要用的直接接触式汽水换热器阻力很小,因而在增加了余热回收设备之后,仍然可以保证排汽通畅。4.该换热器具有传热温差小的特点。这对于品位低的消毒尾汽余热特别有利。5.热回收设备可冬夏共用。在冬季废汽凝水也随这不断进入热网,节约了原采暖系统的软化补水。
本文所述内容目前已在某工厂实施。

附图