


 13720223167
13720223167



1.概述
柠檬酸是一种重要的有机物,广泛应用与人造饮料和食品工业、医药工业、化学工业和洗涤工业,用作食品和饮料的酸性调味剂、食用油的抗氧化剂、添加钙铁离子的强化剂、医药原料、金属表面的洗涤剂,还可用于水泥混凝、含SO2废气处理和食品包装薄膜的增塑剂等。该公司在生产柠檬酸中要排放大量的废水、废气和废渣,由于投资技术以及运行成本等原因,该公司三废排放基本处于任意排放状态,严重污染环境,同时重庆田野实业公司地处长江流域,为保护环境,减少向三峡库区水体排放污染物,对该公司柠檬酸废水进行处理,要求达到GB8978-1996一级排放标准。
2.工程基本情况简介
在柠檬酸生产过程中,薯干粉原料在发酵罐与发酵菌混合,在通风和搅拌的条件下进行发酵反应。发酵后的混合液中,大部分是溶解态的柠檬酸,并含有许多其他杂质与代谢产物,如薯干粉渣、蛋白质、菌丝体以及一些不能利用的糖类等。将滤液加温到70℃以上再开始加碳酸钙,随着温度升高,柠檬酸钙的溶解度降低,而其他杂质逐渐呈溶解状态,此时进行抽滤,即可得柠檬酸固体。含有其他钙盐和物质的溶液即可排出,这股废水一般称为浓糖水。所得的柠檬酸固体还需[i]要用80℃左右的热水洗涤,以提高其纯度,所排出的洗液称为洗糖水。洗糖水和浓糖水的COD都很高,颜色呈褐色,主要含有还原性糖、非发酵性糖、多糖及草酸钙、葡萄糖钙及蛋白质等杂质。浓糖水和洗糖水是柠檬酸生产的主要废水,该废水虽然无毒,但有机物含量很高,须处理后排放。
本次处理工程是重庆田野实业的的生产废水处理工程,设计处理能力为:1000m3/d,其污染物的含量和控制标准见表1。
表1 废水的污染状况及执行的排放标准
| 序 号 | 污 染 物 | 平均含量 | 排放标准 |
| 1 | CODcr(mg/L) | 12000 | 100 |
| 2 | BOD5(mg/L) | 3000 | 20 |
| 3 | SS(mg/L) | 3500 | 70 |
| 4 | pH | 6 | 6~9 |
3.工程主体工艺流程确定
在工艺流程确定的过程中,主要考虑以下几条原则:
(1)柠檬酸生产废水含有机质多,浓度,同时本工程中废水排放要求较高。
(2)柠檬酸生产废水可生化性较好,易于生物降解。
(3)本工程要求低运行成本。
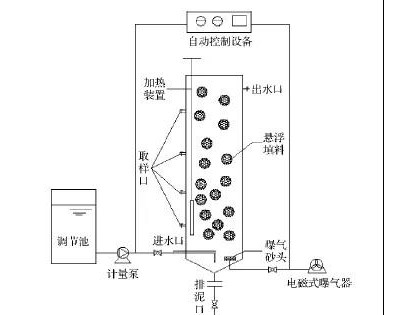
根据上述原则,确定采用图1所示的处理工艺流程。
生产工艺废水通过格栅池进入污水处理段调节池,调节水质水量,气浮池在絮凝剂和物理作用下,去除废水中的悬浮物和胶体物质等污染物,降低后续处理单元的工作负荷。进入二相厌氧反应器之前用清水将污水进行1:1的稀释降低进入反应器的污水负荷,然后经泵定量提升进入二相厌氧反应器,在厌氧微生物的作用下,将废水中的各种复杂有机物分解转化成小分子有机物,甲烷和二氧化碳等物质,剩余污泥进入污泥沉淀池。消化后的废水再进入延时曝气池,与污泥中的好氧微生物的进一步作用,去除剩余的有机物,部分随水流带出的悬浮物在斜管沉淀池中得以沉淀出来后废水达标排放。厌氧接触池、延时曝气池及沉淀池的剩余污泥通过污泥泵进入污泥储存池,加入絮凝剂后,经过板框压滤机脱水处理后运走。滤液回流到调节池进行循环处理。整个工艺具体分为如下三个阶段:
(1)废水物理处理阶段。废水流经格栅池、调节池、气浮池有效去除不溶性悬浮物,减轻后续生化处理的负荷。
(2)废水生化处理阶段。经物理处理后的废水,先流入二相厌氧反应器中,进行厌氧反应处理。水解酸化阶段作为不完全厌氧过程 ,并没有直接降低废水中CODCr及BOD5,而是使废水中结构复杂的大分子有机物降解转变成结构简单的小分子有机物 ,使它们易于生物降解。同进水相比 ,水解酸化阶段其CODcr并没有降低 ,而是pH值降低 ,挥发有机酸升高,BOD5/CODCr值提高。因此,二相厌氧工艺的引入 ,使废水中难降解的污染物变为易降解的污染物 ,改变了废水的可生化性 ,为后续好氧生物降解提供了保证。在这一过程中,采用了自行设计的二相厌氧器。在设计中利用了水力自流作用,使废水进出反应器时,无需外加动力。
采用二相厌氧—好氧组合工艺处理高浓度柠檬酸有机废水,要保证最后出水水质,仍是好氧阶段起决定性的作用。在该项工程中,好氧处理采用了延时曝气法,选用了供氧能力大、氧利用效率高的导流式机械曝气机进行阶段曝气,曝气机的开启与停止,均是根据废水中的DO浓度自动实行在线控制,取得良好效果。通过现场测定 ,曝气池内残余溶解氧在 1.5~ 2.5mg/l之间。经二沉后的废水达标排放。
(3)二次沉淀阶段。向好氧反应器处理排出的废水中投入微量絮凝剂,使废水中的悬浮物在絮凝剂的作用下,经斜管填料进行最后沉淀。
4.主要构筑物简介
(1)沉淀调节池
采用钢筋砼平流式沉淀池一座,地下式,置于厂区绿化带下,既不影响厂区美观,又具保温功效,同时由于生产排水不均匀,可兼有调节池功能。水力停留时间8h,尺寸为:13.5×6.0×5.0m。
(2)气浮池
采用钢筋砼平流式气浮池一座,地上式,置于平台基础之上,可使污水靠重力自流进入厌氧池节省动力费用,对不溶性悬浮固体的去除效率很高。尺寸为:5.5×2.0×3.0m。
(3)二相厌氧反应器
采用钢筋砼结构,中温消化。产酸反应器有效容积为:1875m3,COD容积负荷率6.4kgCOD/(m3·d),BOD5容积负荷率2.89 kgBOD5/(m3·d);产甲烷反应尺寸为:
3500 m3,COD容积负荷率2.4kgCOD/(m3·d),BOD5容积负荷率3.2 kgBOD5/(m3·d)。
(4)延时曝气池
采用矩形钢筋砼结构,有效容积1351m3。污泥负荷率(NS)为:0.1kg BOD5/(kgMLVSS·d),采用4廊道曝气,水力停留时间为16.2h。采用清华同方生产的导流式机械曝气机8台,4用4备。单台溶氧量8kgO2/h,配套电机4Kw。工程运行时采用阶段曝气,曝气机的开启与停止,均是根据废水中的DO浓度自动实行在线控制。
(5)二沉池
采用斜管填料沉淀池,水力停留时间1.5h。
5.主要技术经济指标
(1)人员编制
由于本工程基本无需人员操作,现实行三班一人制,即一共三班,每班一人,主要工作为检查各机械设备的运行情况。
(2)总投资概算
废水处理站工程总投资:261.9万元。其中:土建构筑物:166.2万元;设备:73.3万元;间接费用:22.4万元。
根据以上总投资,折合单位废水投资为2619元/(m3·d)。
(3)运行费用
a.动力费:废水处理站总装机容量为110kW,实际工作容量为70kW。每m3废水处理费用为:70×0.5×24/1000=0.88元/m3。
b.人工费:操作人员以6人计,每人月工资500元,人工费为:(6×500)/(30×1000)=0.1元/m3废水。
以上上二相费用合计为:0.98元/m3废水。
6.工程运行结果
工程经四个月调试后,国家法定环境监测单位对工程出水进行监测,结果为:CODcr 86.4mg/l;BOD5 19.8 mg/l;SS 66.2 mg/l;ph 7.43;色度 5倍。
7.环境效益
经处理后,每年可少向环境排放污染负荷为:
CODcr :(12000-100)×10-6×1000×300 = 3570t;
BOD5 :(3000-20)×10-6×1000×300 = 894t;
SS :(3500-70)×10-6×1000×300 = 1029t。




 加载中...
加载中...