摘要: 生物厌氧——好氧两种工艺在味精废水工程中得到了良好的运用和体现。不仅使高浓度有机废水实现了零排放,而且达到废物资源化,使环保治理由投入型转向效益型,具有广泛的推广应用价值。
关键词: 生物厌氧 好氧UASB SBR 废物资源化
味精生产废水的大量排放,对环境造成了严重污染,违背了我国有关环境保护的法律、法规,制约着企业的持续发展。大多数味精生产厂家采用了不同治理措施,但是对高浓度有机废水的治理仍然没有切实可行的方法,不能从根本上解决高浓度有机废水的污染问题。
某味精企业集团是国内规模较大的味精生产厂家。其味精产量居全国前茅,产品享誉国内外市场。从1992年开始对味精废水的治理进行研究探索,经过8年的努力,研究开发出味精废水综合治理技术,不仅使高浓度有机废水实现了零排放,而且达到废物资源化,使环保治理由投入型转向效益型,具有广泛的推广应用价值。工程自达标验收至今,运行良好,其中生物厌氧——好氧两种工艺在此工程中得到了良好的运用和体现。现以集团第一污水厂为例说明两种工艺的运行情况。
1、废水水质和水量及排放标准
根据味精生产过程中废水所含污染物情况可分成三类:一是高浓度高酸度有机废水即离交尾液;二是其它中高浓度有机废水;三是不需处理直接外排的冷却降温水。
离交尾液是通过离子交换法提取谷氨酸后剩余的"废液",它既含有丰富的有机质,还含有N、P、K等少量无机盐及其它微量元素。这些物质都是农作物所必需的营养物质,如果得不到合理利用,不仅会对环境造成严重污染,而且使资源白白浪费掉。
淀粉废水、制糖废水除了含有一定的有机污染物质外,还有一些悬浮物质;发酵洗灌废水与离交尾液所含成分基本相同,只是含量较低;精制废水有时呈酸性,有时呈碱性,有机物污染物质含量较高,这五类废水属中高浓度有机废水,必须经过处理后,才能外排。
冷却降温水除温度偏高外,不含任何污染物质,可以直接外排。
该厂处理的废水主要为离交尾液;淀粉、制糖中的有机废水,以及车间来的精制废水,洗柱水及其他杂水。具体水质水量见表1
根据国家和省环保局要求,验收监测执行《污水综合排放标准》(GB8978—88)中二级新改扩味精行业及综合排放标准,具体的标准值见表2。
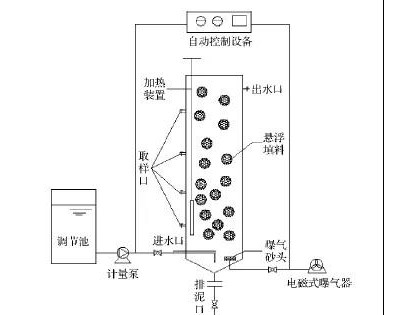
2、废水处理工艺流程见图1.
3、工艺浅析
针对该厂的水质特点,在处理时采用了采用分类治理综合利用的技术:高浓度高酸度有机废水即离交尾液通过多效蒸发浓缩、喷浆造粒生产有机无机复混肥,使离交废水实现了"零排放",又具有良好的经济效益;淀粉废水、制糖废水等其它中高浓度有机废水采用厌氧——好氧生物处理技术,使废水达标排放。高浓度废水厌氧预处理和好氧联合处理工艺。
本工艺运行稳定可靠,处理效果好,出水BOD5、COD及其它污染指标(除NH3—N )均达标排放。污泥生成量少,污泥脱水也比较容易,便于处理。而且本工艺能够承受水量水质变化的冲击负荷,操作运行灵活可靠。本工艺主要包括生物厌氧处理和好氧处理两种技术。
3.1厌氧工艺
厌氧技术采用厌氧生物膜法及UASB(上流式厌氧污泥床)两种工艺。
3.1.1生物膜废水处理设施
该集团所采用的生物膜废水处理技术对高浓度有机废水(CODcr约20000mg/l,PH约为2)中的CODcr、NH3—N、SO42—、PH等污染均有显著的处理效果,对味精生产产生的离交尾液处理起到较大的作用。
但缺陷是工作环境条件较差,有氨气的无组织排放现象存在。
3.1.2厌氧UASB废水处理设施
厌氧处理发酵行业高浓度有机废水在我国发展较快且较为成熟。该集体使用的USAB(上流式厌氧污泥床反应器)是近年来开发生产的一种新型高效的污水处理设备,它改变了原来变通厌氧反应器的传统落后技术。新的厌氧反应器在进水方式、布水系统、搅拌混合、三相分离器的设计上都有独到之处,是高、中、低浓度污水处理工程的理想设备。设施运行稳定且回收沼气。UASB具有较高的容积负荷和较短的水力停留时间,属高效新型厌氧装置。该设施处理淀粉,制糖废水,卓有成效。
3.2好氧工艺
好氧工艺采用序批式活性污泥(SBR)好氧设施,SBR为目前较先进的有机废水处理工艺。国内已有数座中小型污水处理厂采用处理效果较好,并具有除NH3—N功能。
味精行业采用SBR,此为首家。就该集团目前运行情况看,其对味精废水中CODcr、BOD5有较好的处理效果。但由于实际进水NH3—N 浓度远高于设计浓度,使 NH3—N 的去除率结果未达设计目标。好氧设施建成后的试运行时间仍较短,因此应对设施的氨氮去除能力应进一步挖掘,使硝化和反硝化过程更充分进行,提高氨氮去除能力。
4、效益分析
4.1环境效益
单元设施污水治理效益与效果(六日均值)见表3.
厂排放口监测结果(六日均值)见表4。
4.2技术经济分析(见表5)
该集团三个污水处理厂每月实际运行费用共计129.8万元。吨味精生产水处理费用为129.8元/吨。吨味精售价二零零零年为16200元,废水处理费用占现售价值为0.8%。按进入污水处理厂的生产废水量计算吨水处理费用为3.58元/吨。虽然吨废水处理费用不低,但废水处理费用占味精售价的比值却不高。
由此看,污水治理设施长期运转是有条件的。