本文研制的PVA复合膜的酒精脱水分离性能,旨在揭示渗透汽化过程该复合膜的分离性能与过程参数的关系,着眼于工业应用,展示该复合膜长期运行时的分离性能。
1 实验部分
1.1 PVA复合膜的制备
以聚丙烯腈(PAN)膜为支撑层,以聚乙烯醇(PVA)为活性层,制成PVA复合膜。
1.2 复合膜的性能测试
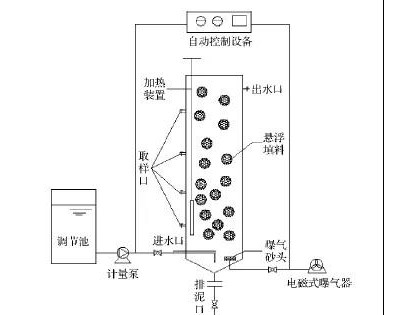
渗透汽化性能测试采用膜下游抽真空,渗透物以液N2冷凝收集方法。膜有效面积为2.2×10-3m2。除说明外,运行温度31℃,膜面流速4.2×10-2m/s,膜下游压力7×103Pa--10×103Pa。
以不同浓度的酒精为料液,改变操作温度或膜下游真空度或膜面物料流速,可获得一定条件下复合膜的渗透汽化分离性能。渗透通量(J)以单位时间(h)单位膜面积(m2)透过的渗透物重量(g)表示,料液和渗透物的乙醇浓度(Xe、Ye)用气相色谱分析方法测定[3]。分离因子(α)的表达式为:
α=[渗透物中水浓度(Yw)/渗透物中乙醇浓度(Ye)]/[料液中水浓度(Xw)/料液中乙醇浓度(Xe)]
2 结果与讨论
2.1 渗透汽化操作条件的影响
2.1.1 进料浓度的影响
采用已在室温条件下贮存10.5个月后并已实验运行38天的4707号PVA/PAN复合膜,分别测试膜对不同浓度料液的分离性能,结果见图1。
从图1可以看出,当料液的乙醇浓度增加时,复合膜的渗透通量直线下降,但其值均大于400g/m2·h,而渗透物中的乙醇在料液恒沸组成浓度时仍然检测不出,直到料液的乙醇浓度大于96wt%时,渗透物中乙醇浓度逐渐增加,但始终小于1.0wt%。结果表明,复合膜的渗透汽化性能优良,显著地表现在即使料液乙醇浓度大于99wt%时,仍具有较高的渗透通量和优 异的选择分离性能。
2.1.2 操作温度的影响
采用已在室温条件下贮存10.5个月的4706号复合膜,在料液的乙醇浓度91.35wt%时,测定了不同的操作温度(tf)时的分离性能,结果见图2。

图2显示,渗透通量的增加虽然变化幅度不太大,但呈直线上升。而渗透物的乙醇浓度(Cp,e)在35℃以下操作时都检测不出;高于35℃,则随着操作温度的提高而明显的增加。这些性能变化符合大多数渗透汽化选择分离性能与温度的关系[4]。
2.1.3 操作压力的影响
在渗透汽化过程的操作中,膜上游的压力即使在高达接近10MPa的压力范围内,都不会对膜的分离性能产生明显的影响[5]。因此,本文仅研究过程中膜下游压力的影响。表1列出了有关实验结果。
| 膜下游压力(Pa) | 渗透通量(g/m2.h) | 乙醇浓度(wt%) | 已运行时间(d) | |
| 料液 | 渗透液 | |||
| 1×104 | 506 | 94.10 | 0.0 | 30 |
| 2×103 | 647 | 94.40 | 0.06 | 44 |
| 7×103 | 476 | 99.29 | 0.271 | 38 |
| 2×103 | 617 | 99.12 | 0.147 | 43 |
表1清楚表明,当膜下游压力减小即真空度提高后,无论是乙醇浓度小于恒沸组成或是高达99wt%以上的料液,复合膜的渗透通量都有较大增加,而渗透物中乙醇浓度没有显著变化,甚至用高浓度的料液运行时,由于真空度的提高,膜的分离率还略有改善。这是由于真空度提高后,组分传递的推动力即膜两侧的分压差增加,渗透通量随之增加。实验用的复合膜是PVA型优先透水膜,当膜下游压力降低时,造成汽相侧膜面由“湿态”向“干态”转变,优先渗透组分即便是难挥发物,也会有非常好的选择分离性能[6]。显然,膜下游压力为零时,渗透通量为最大。但在生产运行时,设定一个尽可能低的经济可行的操作压力,如表1所示,对高浓度乙醇的料液脱水是十分重要的。
2.1.4 膜面流速的影响
用乙醇浓度为94.10wt%的料液,进行了4707号膜面料液不同流速的试验(见图3)。结果表明,在实验范围内,改变膜面的料液流速,复合膜的分离因子没有变化,始终保持了无穷大的水平,但是复合膜的渗透通量随着膜面料液流速的增大呈逐渐上升,从图3可见,到流速(u)为 0.03m/s之后,渗透通量呈恒定趋势。由此可见,在一定范围内,增大膜面流速是提高复合膜渗透通量的一个措施。这是由于在渗透汽化过程中,膜面料液中的组分水优先渗透过膜,导致膜面料液 的乙醇浓度远高于主体料液,这在高通量的渗透汽化膜时更为严重。增大膜面流速的效果可减少这种浓差极化层的厚度,强化过程传质,从而获得了高的渗透通量。对于使用中等渗透通量(一般指J=200~300g/m2·h)的膜,大于0.01m/s膜面流速的装置设计,则成为一个成功的渗透汽化工艺[1,2]。但将上述结果结合图1的结果考虑,可以认为,对于高通量的渗透汽化膜,工艺设计的膜面流速应取0.02m/s左右,以便更好地发挥复合膜的高通量优点在生产中的效益。
2.2 长期运行对复合膜性能的影响
用膜号4707、4706分别进行了长期运行试验,结果见表2。
| 膜号 | 累计运行时间 | 操作温度(℃) | 膜下游压力(Pa) | 乙醇浓度(wt%) | 透通量(g/m2.h) | |
| 料液 | 渗透物 | |||||
| 4707 | 8小时 | 25 | 7×103 | 94.56 | 0.0 | 524 |
| 5.7个月 | 27 | 1×103 | 95.65 | 0.005 | 310 | |
| 4706 | 24小时 | 44 | 4×103 | 89.66 | 0.12 | 647 |
| 2.3个月 | 23 | 7×103 | 94.56 | 0.15 | 338 | |
| 8.3个月 | 27 | 1×103 | 95.65 | 0.20 | 216 | |
复合膜在开始投入运行之前,已在室温条件下贮存的时间:4707膜为3.3个月,4706膜为1.8个月。
表2表明,2个批号的PVA复合膜分别经长达5.7个月和8.3个月的运行试验,渗透物中乙醇浓度几无增加,即分离率没有明显变化。由于实验测试时都未对操作条件加以调整控制,表2所示的渗透通量经长期运行时间的延长而下降,这应归因于操作温度的降低和膜下游压力升高的双重效应的影响结果。根据这些实验结果可以认为,PVA复合膜对醇水溶液的分离性能是稳定的,长期运行不会使膜的分离性能明显下降,这些膜装置在生产应用中将会有较长的使用寿命。
3 结论
以PAN为支撑层的PVA复合膜分离乙醇水溶液,渗透物中检测不出乙醇组分,渗透通量达500g/m2·h以上,即使在料液乙醇浓度大于99wt%时,PVA复合膜仍有较高的渗透通 量和优异的选择分离性能。
渗透汽化操作条件(料液浓度、操作温度、膜下游压力以及膜面流速)对复合膜的分离性能产生影响。高通量的PVA/PAN复合膜分离操作时要设定较低的膜下游压力、较高的膜面流 速,即便在较低的操作温度(小于36℃)、大于95wt%乙醇浓度的料液运行时,仍然保持高渗透 通量和优异分离率的显著特点。这些参数对于装置、工艺的设计开发是极其重要的。
PVA复合膜长期(大于8个月)运行性能稳定,表明在醇水溶液分离过程所研制的复合膜的使用寿命较长。该复合膜在实际应用中将具有明显的生产效益。
参考文献
1 Cai Bangxiao,Zhu Changluo and Liu Moe,Water Treatment,1995,3:195—206
2 蔡邦肖,朱长乐,刘茉娥,化学工业与工程,1996,13(1):14—20
3 蔡邦肖,水处理技术,1996,22(5):282
4 JNeel,Introduction to pervaporation,in Pervaporation Membbrane Separation Processes,Edited by R Y M Huang,1991:36—37
5 TKataoka et al,Journal of Chemical Engineering of Japan,1991,24(3):330
6 J.Neel,et al,Journal of Membrane Science,1986,27:217