


关键词:制药发酵废水;废水处理;膜生物反应器
中图分类号:X787
文献标识码:B
文章编号:1009-2455(2001)05-0049-03
前言
浙江省某生物化工公司,是一家专门生产医用、兽用和农用抗生素的企业,主要产品有柱晶白霉素、农用井岗霉素、农畜两用阿维菌素等原料药。制药发酵废水水质、水量变化较大,且常含有难降解有机污染物、毒性化合物,这些物质的存在抑制了废水处理中某些微生物的生长,从而干扰了废水处理系统的处理效果。因此,制药发酵废水的处理存在着相当大的难度。采用PW膜生物反应器处理工艺成功地解决了制药发酵废水的达标排放问题,现将该工程有关设计和运行情况介绍如下。
1 污水的水记、水质和排放标准
1.1 污水的水量
本工程废水主要来源于各生产工序,各产品废水排放量汇总于表1(废水设计规模按200m3/d计算)。
|
产品名称 |
废水排放工序 |
废水排放量/(m3·d-1) |
|
柱晶白霉素 |
提取废水 |
10 |
|
|
洗板框压滤机水 |
20 |
|
井岗霉素 |
洗板框压滤机水 |
8 |
|
阿维菌素 |
提取废水 |
40 |
|
|
洗板框压滤机水 |
12 |
|
醋酸丁酯回收 |
回收废水 |
10 |
|
地面冲洗 |
各车间 |
80 |
|
合计 |
|
180 |
1.2 污水的水质及排放标准
不同产品排放的废水水质是各不相同的。我们按产品生产周期对工厂排污口排水水质进行了监测分析,综合废水水质和GB 8978-1996《污水综合排放标准》中的一级排放标准见表2:
|
水样名称 |
CODcr/ |
BOD5/ |
SS/ |
NH3-N/ |
pH |
|
排污口水质 |
650~8000 |
600~800 |
60~400 |
90~150 |
5~6 |
|
达标排放水质 |
≤100 |
≤20 |
≤70 |
≤15 |
6~9 |
2 工艺流程
2.1 处理工艺路线的确定
本工程废水属于高浓度有机废水,较适合于厌氧-好氧生化联合处理。但考虑到厌氧处理对温度、pH值等环境因素很敏感,操作范围窄,构筑物停留时间长等原因以及采用厌氧处理产生的沼气由于产量小利用经济价值低,若直接排放将会产生二次污染和引起安全隐患。若采用单一的常规好氧生化处理工艺,存在占地面积大、停留时间长、处理效果差等缺点。因此,经综合考虑,本工程采用膜生物反应器法处理。该技术是国家专利技术,已在高浓度有机废水、中小水量的有机化工废水、制药废水和食品加工废水处理中得到应用,并都取得了成功。
PW膜生物反应器技术是由膜组件和生物反应器组成的膜生物反应器,它可使得反应器中维持很高的MLSS浓度和很长的SRT时间,所以反应器的效率相当高,提高了单位体积的有机负荷,减小了占地面积。由于膜的隔离作用,使得生长速度很慢的硝化细菌得以在反应器中积累,且随着MLSS的逐渐提高硝化细菌数量不断增加,反应器中的硝化能力增强,并且膜出水可不含细菌、病毒、寄生虫卵等,出水浊度低,完全符合国家排放标准。
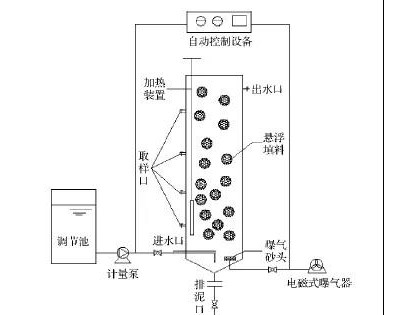
2.2 工艺流程
本工程采用的处理工艺流程见图1:

2.3 工艺流程简要说明
混合废水通过格栅,大颗粒可沉固体及漂浮物被拦截,进入调节池,经调节水量、水质和预曝气后用泵输送至混凝反应池,分别加入适量的PAC、PAM溶液进行混凝和絮凝反应,反应液自流入沉淀池进行固液分离。经过上述预处理的废水上清液溢流进入PW-W膜生物反应器,在充氧曝气和微生物的作用下将有机物降解为二氧化碳和水,并由膜组件进行固液分离,处理后废水达标排放。
物化沉淀池分离的污泥和PW-W膜生物反应器排放的少量剩余污泥分别排至污泥池,再用泵输送至污泥脱水机进行脱水,泥饼外运填埋处理。
3 主要构筑物及设备
3.1 调节预曝池
调节预曝池兼作提升泵集水井,HRT=16.9h,内设穿孔曝气管,进行定期曝气以防污泥在池内沉淀。调节池尺寸为8.0m×5.0m×4.0m,有效水深为3.50m。采用钢筋混凝土结构,池内设WQK15-10-1.5型潜水排污泵2台,一用一备。
3.2 反应沉淀池
反应沉淀池为组合池体,混凝和絮凝反应池的HRT分别为20.9min,沉淀池采用竖流式沉淀池,设计表面负荷为q=0.80m3/(m2·h),组合池体尺寸为4.5m×4.0m×4.2m,钢筋混凝土结构。
3.3 PW-W膜生物反应器
PW-W膜生物反应器HRT=4.4d,有效容积为880m3,设计容积负荷为1.4kg[BOD5]/(m3·d),尺寸为25.0m×10.0m×4.5m,采用钢筋混凝土结构,内设置日本生产UFM424外进内出式PW膜300片,采用交叉流过流法,分离液由3台(二用一备)丹麦进口的 JPF9T抽吸泵抽吸,H=8.0m、Q=4.2m3/min、N=1.47kW。在PW膜分离单元的下部装有微孔曝气器,气源由4台TSd-150型鼓风机供应,P=44.1kPa、Qs=18.9m3/min、N=22kW。三用一备。
3.4 污泥池
污泥池有效容积为33.3m3,尺寸为3.5m×3.5m×4.0m,有效水深3.7m,采用钢砼结构。
3.5 控制系统
本废水处理装置采用NB2系列可编程序控制器(PLC)控制。设备的运行完全通过PLC进行全自动控制(可切换成手动控制模式),可完成水泵、风机等设备的启闭和自动切换,并备有过压、缺相、短流等保护和报警功能。
3.6 主要技术经济指标
本工程总投资金额为352万元,其中土建费用为96万元,设备费用为183.83万元,设计、安装调试等其它费用为72.12万元,主要技术经济指标汇总于表3。
|
项目 |
处理能力/ |
投资/ |
占地 |
电耗/ |
直接运行成本/ |
运行成本/ |
|
指标 |
200 |
352 |
2.46 |
1.12 |
3.65 |
4.98 |
4 运行结果、工程特点与存在问题
4.1 运行结果
该废水处理站经过近1年的试运行,于2000年9月12日至13日由环保监测部门进行了连续采样监测,废水采样点为调节池、物化沉淀池和PW-W膜生物反应器出水口,每天采样5次,监测结果列于表4中。
|
测点位 |
采样时间 |
pH |
CODcr |
BOD5 |
NH3-N |
SS |
|
调节池 |
9月12日 |
|
7480 |
617 |
141.6 |
154.8 |
|
|
9月13日 |
|
7310 |
668 |
149 |
120.8 |
|
物化沉淀池出水 |
9月12日 |
|
4590 |
432 |
128.6 |
95.2 |
|
|
9月13日 |
|
4430 |
439 |
125 |
93 |
|
PW膜生物反应器出水 |
9月12日 |
|
65.02 |
16.64 |
1.97 |
36.4 |
|
|
9月13日 |
7.1 |
65.36 |
14.04 |
2.35 |
35.4 |
由表4结果可见,各项指标达到了国标一级排放标准。
4.2 工程特点
从系统运行近1a的情况表明,本工程有以下特点:
①膜生物反应器是一种将高效膜分离技术与传统活性污泥法相结合的新型水处理反应器,由于膜的过滤作用,生物被完全截留在生物反应器中,实现了水力停留时间与泥龄的彻底分离,消除了传统活性污泥工艺中的污泥膨胀问题。由于膜能将生物污泥完全截留在生物反应器内,所以其污泥浓度可以高出传统活性污泥法的10倍以上,且能使SRT无限延长,这样便可不排泥或少排泥,减少污泥的处理和处置费用。
②本工程一体式膜生物反应器采用交叉流过滤法,在PW膜分离单元的下部装有曝气器,鼓出的空气一方面分解水中的有机物,另外气泡带有的液体与膜表面产生平行流动,使得混合液中的活性污泥或悬浊物不会粘附在膜表面。而且在工程中采用的PW膜的内外表面非常光滑,污泥不易粘附,从近1a的运行情况来看,未出现过膜堵塞现象。另外,本工程膜生物反应器采用的是外进内出式膜(即内部吸引),操作压力仅为:0.15~0.20kg/cm2左右,与传统的内进外出式膜(即内部加压)处理单元相比,能耗大大降低。
4.3 存在问题
①对本工程一体式膜生物反应器调试过程中考察了不同SRT和HRT对污染去除效果得出的初步结果表明,一体式膜生物反应器在不同SRT和HRT下均能表现出良好的污染物去除效果和运行稳定性。但随着SRT的延长,生物反应器内污泥浓度不断增加,到一定程度则会由于营养的极度贫乏导致微生物大量死亡,产生大量不可生物降解的细菌残留物质。同时随着污泥浓度的增加,微生物的内源呼吸加剧,又会产生大量的溶解性微生物代谢产物,使上清液中的COD上升,出水COD出现波动。由此可见,在制药发酵处理中,污泥负荷、体积负荷不再是制约处理效果的重要指标,可将HRT、SRT作为膜生物反应器工艺生物反应器单元的设计依据,因为这样不仅能确保工艺操作的长期稳定性,而且能简化设计过程。
②在制药发酵废水处理中,膜生物反应器前处理工艺及膜的性质和工艺条件是造成膜污染的主要原因。虽然,本工程中采用了日本生产的UFM424外进内出式PW膜片,在膜生物反应器中又采用交叉流过流法,大大延长了膜的使用寿命,但随着时间的推延,由于操作和管理上的原因会引起膜污染问题,膜的分离功能被破坏,势必依靠更换膜组件来恢复反应器的运行,将会增加维修保养费用及运行周期的中断。




 加载中...
加载中...
