


 13720223167
13720223167



引 言
在盐酸林可霉素生产中,发酵液预处理效果对林可霉素产品的收率和质量有着重要影响.我国对林可霉素发酵液预处理的一般流程为:草酸凝聚沉降发酵液y离心泵、管道输送y板框压滤机过滤.国外对林可霉素发酵液的预处理一般是采用高速离心法除去固形物杂质.虽然高速离心法处理的时间短,但高速离心机价格昂贵、结构复杂、运行和维护费用高,且分离效果有待提高,因此高速离心法目前在我国未广泛使用.国内对林可霉素等抗生素发酵液的预处理有预分散溶剂萃取[122]和双水相萃取[324]等方法,目前处于研究阶段;工业上对林可霉素发酵液的预处理普遍采用草酸凝聚法,其分离效果不尽人意.究其原因,除了草酸凝聚能力较弱外,分离过程问题未引起重视是一重要原因.絮凝分离技术由于其能耗低、设备简单、能强化液相中的杂质分离过程而广泛用于发酵液和污水的处理.絮凝分离技术的实验研究,目前国内外普遍采用的方法是容器实验法(jartesting)[528],即烧杯加搅拌器的间歇操作方法.该方法只能反映间歇絮凝沉降过程,无法反映工业生产中的连续絮凝分离过程.将容器实验法的絮凝结果用于指导工业发酵液的絮凝分离过程,会带来较大的片面性.本文采用絮凝法对林可霉素发酵液进行固液分离,并针对容器实验法的不足,提出组合连续絮凝法,研究不同的絮凝分离过程对分离效果的影响,为工业高效连续絮凝分离发酵液提供科学依据和新方法.
1 器材和方法
1.1 样品和主要试剂
林可霉素发酵液实验样品(取自江西国药有限责任公司林可霉素发酵车间);林可霉素对照品(纯度85.4%,中国药品生物检定所);絮凝剂:非离子型聚丙烯酰胺(相对分子质量800x104,日本进口);阳离子型聚丙烯酰胺(相对分子质量900x104,山东淄博至胜化工厂);阴离子型聚丙烯酰胺(相对分子质量1800x104,山东淄博至胜化工厂);壳聚糖(生化试剂,水溶液质量浓度为1g*L-1,32℃时黏度为2075x10-3Pa*s,天津光复精细化工研究所);凝聚剂:草酸(化学纯,市售).
1.2 实验主要仪器
高效液相色谱仪(1525 Binary HPLC Pump,2996PhotoArrayDetector,美国Waters公司);色谱柱(SymmetryC18319mmx150mm,美国Waters公司);数显恒速搅拌器(SencoS312,上海申生科技有限公司);真空干燥箱(KWS-FIe2-B型,上海实验仪器厂);电子天平(Sartorious210g,北京塞多利斯仪器系统有限公司);数控超级恒温槽(SDC-6,浙江宁波海曙天恒仪器厂);紫外/可见光分光光度计(UnicoUV2000,上海尤尼柯仪器有限公司);高速离心机(AnkeTGL-16G飞鸽牌,上海安亭科学仪器厂);管道离心泵(FQ-60C,2850r*min-1,浙江丰球泵业有限公司);电脑恒流泵(DHL-A,上海沪西分析仪器厂).
1.3 实验方法
容器实验法虽然无法反映工业絮凝分离的整个过程,但能较好地评价絮凝剂种类及用量.本研究采用容器实验法对几种絮凝剂及草酸进行评价,然后使用絮凝效果较好的絮凝剂进行组合连续絮凝实验.絮凝剂配制成一定浓度的水溶液使用.
1.3.1 发酵液絮凝操作方法
絮凝方法参照容器实验法[5].在温度20℃、pH为3的林可霉素发酵液中加入絮凝剂,先以400r*min-1搅拌30s使絮凝剂迅速均匀分散到发酵液中,再以40r*min-1搅拌10min以利于絮体的生成.搅拌完成后取絮凝发酵液进行沉降和过滤实验.
1.3.2 絮体沉降速率测定 沉降10min,测定发酵液固液相界面下移的距离,计算得絮体沉降速率.
1.3.3 絮凝发酵液过滤速率测定
取相同体积的絮凝后发酵液用滤纸常压过滤30min,测定通过漏斗的滤液量,计算得絮凝发酵液过滤速率.
1.3.4 滤液透光度测定
采用吸光光度法测定滤液的透光度,吸收波长取610nm,以水作为空白对照[9].
1.3.5 滤液中林可霉素浓度测定
林可霉素浓度测定采用高效液相色谱法[10].
1.3.6 高效液相色谱待测样品预处理 采用高速离心沉降和微孔滤膜过滤除去待测样品中的悬浮杂质1以10000r*min-1离心沉降待测样品10min,取上清液通过孔径为0145um的滤膜过滤.滤液作为高效液相色谱待测样品.
1.3.7 组合连续絮凝法
组合连续絮凝法是本研究提出的新方法,它将发酵液的输送过程和絮凝过程有机结合为一体.其实验路线见图1.在图1的实验路线中,混合器采用静态混合器,柱形絮凝器为列管式结构(单根管的高径比在5~500内选择),发酵液输送推动力由小型离心泵提供,使用恒流泵将絮凝剂溶液从泵入口或混合器入口加入.絮凝柱内流体流量为1L*min-1,平均停留时间为10min,絮凝剂阳离子型聚丙烯酰胺浓度为70mg*L-1,pH为3,温度20℃1采用常压滤纸过滤.测定从絮凝柱流出的絮体的沉降速率、过滤器流出滤液的滤速及滤液的透光度.

2 实验结果与讨论
2.1 不同絮凝剂对絮体沉降速率的影响
将非离子型聚丙烯酰胺、阳离子型聚丙烯酰胺、阴离子型聚丙烯酰胺、壳聚糖和草酸分别加入林可霉素发酵液中进行絮凝预备实验(4种絮凝剂浓度均为50mg*L-1,草酸的浓度使发酵液的pH为3,该pH值为现行生产工艺参数)1实验结果显示阳离子型聚丙烯酰胺和壳聚糖的絮凝沉降能力较好.因此本研究分别探索阳离子型聚丙烯酰胺和壳聚糖对林可霉素发酵液的絮凝分离效果,并和草酸的分离效果进行比较.两种絮凝剂对絮体沉降速率的影响结果见图2中的v-c曲线.
由v-c曲线可知,随着絮凝剂浓度的增加,由壳聚糖产生的絮体其沉降速率较慢上升;阳离子型聚丙烯酰胺(以下简称CPAA)产生的絮体其沉降速率较快上升,达到一最大值后又较快下降.说明在相同的絮凝剂浓度下(约0~75mg*L-1范围内),CPAA对林可霉素发酵液的絮凝沉降分离速率大于壳聚糖;在相同的沉降分离速率下,CPAA的用量明显少于壳聚糖的用量.当CPAA的用量超过某一值时,絮凝沉降速率反而下降.这是由于过量的絮凝剂会产生胶溶现象[11],使形成的絮体又部分转变为胶体,导致液体黏度增加,阻碍了其他絮体的沉降.壳聚糖在该浓度下并没有引起胶溶现象.这是因为壳聚糖分子链比CPAA分子链短、所带电荷比CPAA分子的少,使得壳聚糖的絮凝能力比CPAA的絮凝能力弱.此时壳聚糖的量还不能使全部胶体杂质形成絮体,壳聚糖处于不足量状态,因而不会产生胶溶现象.
从图中还可看出,壳聚糖絮凝沉降最大速率为1.65cm*min-1,而实验中测得草酸凝聚沉降速率为1.48cm*min-1,说明壳聚糖絮凝沉降林可霉素发酵液的性能优于草酸.
2.2 不同絮凝剂对絮体过滤速率的影响
絮凝剂对絮体过滤速率的影响见图2中的w-c曲线.
由该曲线可知,与v-c曲线相似,CPAA对絮凝发酵液的过滤分离速率大于壳聚糖.但超过最大滤速所对应的絮凝剂浓度后,CPAA絮凝的发酵液滤速较快下降.这也是因为CPAA的过量产生的胶溶现象所致.胶溶产生的胶体易堵塞过滤介质,导致过滤速率下降.而壳聚糖此时未产生胶溶现象,随着壳聚糖浓度的增加发酵液中难于过滤的胶体杂质转变成易过滤的絮体的量在增加,故所对应的滤速呈上升趋势.图中壳聚糖絮凝过滤最大滤速为1.89ml*min-1,实验中草酸凝聚后滤速为
1.66ml*min-1,可见壳聚糖优于草酸.
2.3 不同絮凝剂对滤液透光度的影响
絮凝剂对滤液透光度的影响见图3中T2c曲线.
由T-c曲线可知,在絮凝剂浓度约75mg*L-1以下范围内,壳聚糖絮凝所得滤液的透光度大于CPAA絮凝所得滤液的透光度,说明CPAA的滤液所含色素杂质量较大(实验中可见滤液颜色较深).由于胶体微粒比表面积较大,故具有较强的吸附色素等杂质的能力.在胶体微粒絮凝成为比表面积较小的絮体的过程中,因总吸附面积减小,导致胶体微粒把原已吸附的色素杂质释放出来.CPAA的较好絮凝能力使得液相中杂质胶体微粒较少而絮体较多,故使得液相色素含量较大,从而导致CPAA滤液的透光度较小.图中浓度大于约75mg*L-1之后CPAA的滤液透光度开始上升,壳聚糖的滤液透光度仍呈下降趋势.这是由于CPAA的胶溶作用导致絮体又转变成易吸附色素的胶体微粒,使得液相中的色素量减少,故滤液的透光度上升;而壳聚糖由于未达饱和量,不会产生胶溶作用,随着壳聚糖浓度的增加,只会产生越来越多的絮体,使得杂质胶体微粒的量越来越少,因此液相中溶解的色素量越来越多,导致滤液的透光度呈下降趋势.由上可知,絮凝能力较强的CPAA其所得滤液中的色素杂质含量反而较高.
2.4 不同絮凝剂对林可霉素损失率的影响
絮凝剂对林可霉素损失率的影响见图3中C-c散点图.
由C-c散点图可知,CPAA和壳聚糖对林可霉素的损失率影响很小,小于4%,这是因为林可霉素易溶于水且为小分子物质,故不易被微粒吸附,过滤后便转到滤液中.实验中草酸导致林可霉素的损失率为5%,说明草酸凝聚过程导致发酵液中林可霉素的损失也较小.
2.5 组合连续絮凝法与容器实验絮凝法实验结果比较
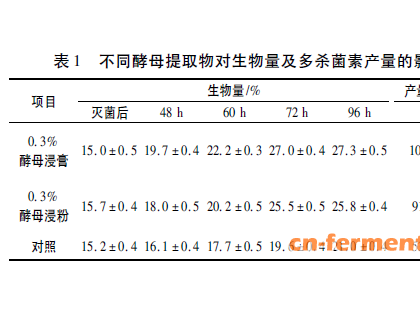
组合连续絮凝法与容器实验絮凝法的实验结果见表1.
由表1实验数据可知,容器实验法A与容器实验法B(B法为目前我国发酵工业絮凝分离发酵液工艺中采用)相比,后者絮体沉降速率下降了33%,絮凝发酵液过滤速率下降了42%,且过滤实验中可见,后者滤渣的湿含量明显增加.这些都说明后者的絮凝分离效果显著变差1由此可知,发酵工业采用先絮凝后输送再过滤(或离心)分离的工艺路线是不合理的.其原因是输送过程中的较大剪切力(由泵与管道产生)将已絮凝好的絮体破碎成细小颗粒,使其沉降速率和过滤速率下降1容器实验法B与容器实验法C(絮凝后发酵液用高位槽与管道输送)相比,后者絮体沉降速率上升了10%,絮凝发酵液过滤速率上升了13%,分离效果有所提高.这是因为后者在输送过程中絮体所受的剪切力较小,絮体破碎程度较小的缘故.容器实验法A与组合连续絮凝法B相比,沉降速率和过滤速率相差不大,都具有较好的絮凝分离效果.后者的絮凝分离效果好,是因为先输送含有絮凝剂的发酵液(输送时间较短,絮凝剂从混合器入口加入),然后再在柱形絮凝器内连续流动絮凝;柱形絮凝器内物料返混小,有较一致的停留时间,在足够长的停留(絮凝)时间内使得絮体粒径较一致且粒径较大,且絮体在固液分离前未受到较大剪切力的作用,这都有利于提高絮体的沉降速率和过滤速率.而容器实验法A的絮凝分离效果虽好,但在工业生产中却无法实际操作,能实际操作的容器实验法只是容器实验法B或容器实验法C,后两种方法的分离效果从表1数据可知显然不如组合连续絮凝法B,因此组合连续絮凝法B明显优于容器实验法.
表中组合连续絮凝法A与组合连续絮凝法B相比,前者沉降速率下降了12%,过滤速率下降了8%1说明在组合连续絮凝法A中,离心泵对絮凝剂(絮凝剂由泵入口加入)的高速搅拌作用削弱了其絮凝能力.泵对絮凝剂进行强烈搅拌,高剪切力会使絮凝剂分子断链,断链后的高分子絮凝剂其絮凝能力变弱[11],导致形成的絮体粒径小,不利于固液分离.这说明,组合连续絮凝法虽优越,但需防止絮凝剂受到较强剪切力的作用.由表1透光率可知,固液分离效果好时其滤液所含的色素杂质量升高,这对后续的提取纯化过程仍然有利.在发酵液净化处理中,固形物杂质(尤其是胶体杂质)的去除更为重要,因该杂质在后续的提取纯化工序中较难除去;而可溶性杂质(如色素等)则有专门的后续工序较易除去.由表1还可知,絮凝分离造成林可霉素的损失量很小.
3 结 论
(1)对林可霉素发酵液分离效率大小的排序为:CPAA>壳聚糖>草酸.
(2)随着絮凝过滤分离效率的提高,滤液中可溶性色素杂质含量也会升高.
(3)容器实验絮凝法所得结果只适用于指导间歇操作的絮凝沉降过程,不能用于指导工业生产中发酵液絮凝分离的连续操作过程.
(4)组合连续絮凝法絮凝分离效果明显优于发酵工业中的容器实验絮凝法.前者比后者的沉降速率提高了46%,过滤速率提高了67%.
(5)为了进一步提高絮凝分离效率,建议深入开展絮凝分离过程中絮体粒径的研究.



 加载中...
加载中...