


 13720223167
13720223167



目前,差向异构体现代分离技术尚未应用于土霉素生产,同时随着新分离技术的应用势必造成土霉素这一低附加值产品的成本大幅增加,所以从生产过程控制角度来有效降低各步中间体 4- 差向土霉素含量,以达到最终降低其在成品中的含量更为切实可行。本文采用高压液相色谱为检测手段,对4- 差向土霉素产生的关键工序——预处理过程进行了系统的试验改进研究,并取得了明显的效果。
1 材料和方法
1.1 试验试剂和仪器
土霉素发酵液为华北制药股份有限公司提供,试验用草酸、黄血盐钠、硫酸锌等均为工业级,分析用试剂均为分析纯;上海精科雷磁 PHS-25 酸度计;上海精密科学仪器有限公司 721 型可见光分光光度计;日本岛津高压液相色谱仪。
1.2 试验方法
取确定罐批的发酵液样,高压液相色谱仪检测发酵液中 4- 差向土霉素含量(液相图谱中 4- 差向土霉素图谱面积所占土霉素及其相关物质图谱面积总和的比例),随后分若干份,试验如下:(1)用草酸调整发酵液 pH 值至不同水平,高压液相色谱仪检测不同酸化 pH 值下 4- 差向土霉素含量变化情况;
(2)发酵液预先冷却到设定温度后,再酸化到某特定 pH 值,并将酸化液恒温放置,考察 4- 差向土霉素随放置时间的变化;(3)常温酸化,而在不同环境温度下放置酸化液,检测其 4- 差向土霉素含量随放置时间的变化。
2 结果与讨论
2.1 发酵液酸化 pH 值控制水平对 4- 差向土霉素含量影响
发酵液用草酸酸化成不同 pH 值的酸化液,以考察不同酸化 pH 值下,高压液相色谱仪检测酸化液中 4- 差土霉素含量,检测结果如图 1。

由图 1 可以看出,酸化 pH 值在 1.7-2.3 范围内,不同的酸化 pH 对 4- 差向土霉素影响没有明显的规律可循。
2.2 预处理过程、温度控制对 4- 差向土霉素含量提高的影响
在不同温度下,将 31 ℃发酵液预先冷却到设定温度(a、b、c)后,再酸化到某特定 pH 值,并将酸化液恒温放置,以考察 4- 差向土霉素随放置时间的变化情况,采用高压液相色谱仪检测 4- 差向土霉素含量,检测结果图 2。
由图 2 中可以看出,酸化温度越低,酸化液中的4- 差向土霉素含量越低,而且随温度的降低酸化液的 4- 差向土霉素随放置时间的增加而其增长速度减缓,这与降低温度后,同时降低了手性碳 4 原子活性的理论分析是一致的。
2.3 预处理时间对 4- 差向土霉素含量提高的影响
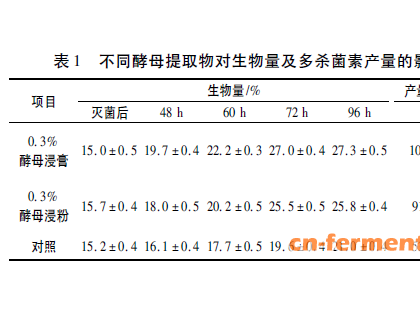
针对酸化液中 4- 差向土霉素含量随放置时间变化大的现象,又进行了常温酸化,而在不同环境温度下放置酸化液,考察其 4- 差向土霉素含量随放置时间的变化规律的考察,检测 4- 差土结果如表 1。
由表 1 中数据结果可以看出,随着温度的降低,酸化液的 4- 差土随静置时间的延长增加幅度明显减小。证实降低酸化液温度,能够有效地降低 4- 差向土霉素的产生。
通过以上试验和考察,可得结论如下:预处理过程中温度控制是影响差向化反应速率的重要因素,而预处理时间长短是影响差向物量积累的直接因素。这两个因素应是生产攻关的主要方向。
2.4 不同降温措施的试验有效性考察
方案 1:发酵液放罐前,酸化罐内预先加入 30 m3的饮用水(现场测量温度 18 ℃),生产过程检测各步中间体中 4- 差土霉素含量。5 批平行试验数据结果取平均值,并与其他方案结果进行比较。
方案 2:发酵液酸化前在发酵罐内预先降温 1 h,由 31 ℃降至 21-24 ℃,检测各步中间体中 4- 差土霉素含量。5 批平行试验数据结果取平均值,并与其他方案结果进行比较。
方案 3:过滤酸化罐装冷冻蛇管,放罐前开启冷冻,发酵液正常放至过滤,降温与酸化过程同时进行,温度降至 20-24 ℃关闭冷冻。检测各步中间体中 4- 差土霉素含量。5 批平行试验数据结果取平均值,并与其他方案结果进行比较。
从以上数据对比证实:3 种方案均能降低土霉素成品中 4- 差向土霉素含量,但效果上存在一定的差异,主要表现为:方案 1 中因引入 30 m3 18 ℃预冷水 (这里所说的预冷水是与 31 ℃发酵液相比而言),降低了发酵液酸化时温度,达到了在酸化过程中,尽量使土霉素素分子能量低于土霉素差向反应所需的活化能△E 的目的,将反应速率有效控制在较低的水平,表现在酸化液、稀释液、原液中 4- 差向土霉素含量明显低于正常工艺,基本上维持在发酵液中 4- 差向土霉素含量水平;方案 2 通过发酵液降温后,再进行酸化处理,从数据结果看,发酵液提前在发酵罐内降温是有效的,既体现在发酵液中 4- 差向土霉素含量的降低,又表现在提取全程各步中间体中 4- 差向土霉素含量的降低;方案 3 是通过在酸化罐内加入冷冻系统,采取边酸化边降温控制措施,而且直至稀释前(温度 20-24 ℃)才关闭冷冻,保证了差向化最严重的酸化液全程低温静置,反映在数据结果看酸化液中 4- 差向土霉素含量为 3 种方案中最低水平。试验结果说明,以上方案中一是有效的,但饮用水受季节性差异和可控方面均存在不足;而方案2、3均是有效的、可控的,从技术角度是值得推广的。
2.5 不同降温方案的经济性分析
从以上结果可以看出,过滤放罐前加预冷水、发酵液提前降温、冷冻蛇管 3 种措施都能降低土霉素的各中间体和成品中的 4- 差土霉素含量。但从经济角度分析,发酵罐内前降温影响发酵液正常代谢,进而影响土霉素生物合成,这样在特定发酵生产周期内降低了有效的抗生素合成周期,不利于发酵生产水平的提高。过滤放罐前加预冷水会增加草酸和水的消耗,导致生产成本增幅较大的提高;而酸化罐通过装加冷冻蛇管,既能保证发酵有效周期,又降低生产原材料和大量饮用水投入,使用冷盐水增加的成本仅为增加饮用水费用的 1/4。可见方案 3 从经济分析看,应是最佳的。
3 结 论
总上试验研究结果证实,通过控制发酵液预处理过程中的温度,可有效降低土霉素成品中 4- 差向土霉素的含量,若提取设备能力充足,加快提取进度,缩短预处理乃至提取全过程时间,会对控制 4-差向含量水平有积极的作用。



 加载中...
加载中...
