


 13720223167
13720223167



第2l卷第5期 2004年l0月 生物学杂志·2004年全国生物工程技术研讨会优秀论文·
春雷霉素高产菌株US95#的选育及大罐发酵工艺控制
金昌燮,朴顺爱,崔英兰,金星,郭小威
(延边春雷生物药业有限公司,吉林延吉 133000)
摘要:紫外线与光修复交替处理春雷霉素产生茵得到了高产突变株,再结合自然分离选出了us95。该菌株不但产量高,还具有稳定的遗传性能,并在大罐良好发酵工艺控制和条件下,罐发酵水平在春雷霉素生产上有了重大突破,发酵水平比历史最高水平提高12.9%。
关键词:春雷霉素;紫外线;光修复;发酵工艺
中图分类号:TQ455.5 文献标识码:A 文章编号:1008—9632(2004)05—0034—02
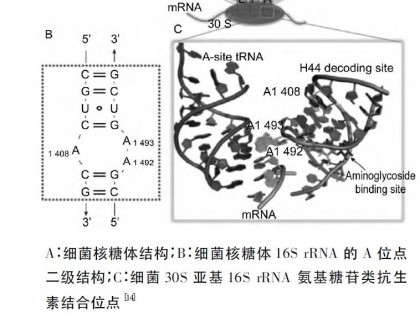
春雷霉素是属于氨基糖苷类抗生素,其产生茵为小金色链霉菌,春雷霉素不仅能防治水稻稻瘟病,对番茄叶霉病、黄瓜细菌性角斑病、芹菜早疫病、白菜软腐病等也具有抗菌作用。随着人们对化学农药安全性的认识的提高,春雷霉素作为高效、广谱、低毒、无公害的生物
农药,展示了越来越光明的市场前景。我们采用诱变处理和自然分离相结合的方法选育出高产菌株US95’,探讨了实验室的成果向大规模生产转化中的工艺控制,最终使US95’菌株在发酵罐大规模生产中,其发酵水平及批总亿均达到我厂春雷霉素生产历史上的最高水平。
1 材料与方法
1.1 菌株
春雷霉素小金色链霉菌(Streptomyeesmieroaureus)由本试验室保存。
1.2 培养基与培养条件
1.2.1 斜面培养基 豆饼粉、葡萄糖、蛋白胨、NaCl、CaCO3、琼脂按一定比例配制,pH7.0,28℃,培养11d。
1.2.2 摇瓶发酵培养基豆饼粉、玉米油、葡萄糖、饴糖、NaC1、KH2PO4按一定比例配制;pH 自然,培养基25ml/250mL三角瓶,28℃ ,190r/min回转式摇床上振荡培养168h。
1.2.3 一级种子罐培养基豆饼粉、玉米油、饴糖、酵母粉、NaC1、KH2P04、消泡剂按一定比例配制,pH自然,罐容积0.5M3,培养基装量0.2M3,一组6弯叶搅拌器,270r/min,28℃培养24h。
1.2.4 二级种子罐培养基培养基同一级种子罐,罐容积5M3,培养基装量2M3,二组6弯叶搅拌器170r/min,28℃,培养24h。
1.2.5 发酵罐培养基豆饼粉、玉米油、葡萄糖、饴糖、NaC1、KH2PO4,消泡剂按一定比例配制pH 自然,罐容积38M3,三组6弯叶搅拌器140r/min,28℃发酵168h。
收稿日期:2004—03—12 作者简介:作者简介:金昌燮(1952一),男,朝鲜族,工程师。
1.2.6 生物检定培养基上层培养基为蛋白胨0.3% ,葡萄糖0.3%,Na2HPO40.4% ,琼脂1.5% ,pH8.0,下层培养基为Na2HP040.4% ,琼脂1.5% ,pH8.0,37℃培养16h
一18h。
1.3 发酵效价测定
管碟法 指示菌为枯草杆菌(Bacillus subtilis)Asl.338。
1.4 诱变处理
1.4.1 孢子县浮液制备用无菌生理盐水洗下斜面孢子,经玻璃株打散,用脱脂棉滤去菌丝片段,制成孢子悬浮液。
1.4.2 紫外线与光修复交替处理2537A,30W紫外线照射已做好的孢子悬浮液20S,然后暴露在日光中15min,接着紫外线照射15s,用可见光照射20min,再次用紫外线可见光分别照射15s和30min,使紫外线损伤得到修复[ ,最后将处理好的孢子稀释涂皿,在28℃培养11d,
单菌落分离,待孢子成熟,进行摇瓶初筛和复筛。
2 结果与讨论
2.1 高产菌株US95’的选育
现有砂土中挑出比较原始的菌株l7’,通过自然分离获得92’,对92’进行紫外线与光修复交替处理多次,得到突变株U190’,进行自然分离选出US95’,其选育系谱为:

春雷霉素产生菌对紫外线过于敏感,即使极其短暂的紫外线照射也显示出过高的死亡率,致死率达99.9%以上。这次紫外线与光修复交替处理其致死率为98.5% ,正变率为75.4%。试验证明紫外线与光修复交替处理的方法选育春雷霉素高产菌株是可行而有效的。US95 菌株选育过程中每轮筛选所得的摇瓶效价情况如表1。
表l 选育过程中菌株摇瓶效价水平
2.2 生产罐上工艺控制及发酵水平
经过诱变育种挑选出来的US95 菌株,其摇瓶发酵效价达到1299ove/n~,比出发菌株有了重大的突破,而摇瓶发酵过程中其工艺控制有很大的局限性,为了进一步观察US95 菌株生产罐上的发酵水平,进行了上罐试验,试验中根据经验,对原工艺条件进行了必要的调整,取得了令人满意的效果。
2.2.1 培养基灭菌手段与灭菌温度采用了一级罐、二级罐培养基同步连消,发酵罐单独连消的方法,一级罐和二级罐培养基采用实消,虽然操作简便,但常常导致培养基受破坏,菌丝生长慢,种子质量差,耽误移种时间,影响发酵水平。US95#菌株生产过程中采用了连
消手段,而且连消温度由135℃ 降至130℃ ,最大限度克服了培养基受破坏,较好地保证了培养基质量。结果一级罐和二级罐的菌丝生长明显加快,繁殖旺,保证了种子质量和及时移种,发酵罐上初级生长与代谢显得加快,缩短了初级生长期,相对延长了抗生素分泌期,对发酵水平的提高起到了积极作用。
2.2.2 uS95 菌株发酵临界pH 春雷霉素发酵的合适pH范围为6.5—6.8之间,而通氨来调pH,补充氮源是春雷霉素发酵顺利进行、提高发酵效价的措施,同时要注意春雷霉素自身的稳定性。过去pH上升至7.0就放罐,直接影响放罐效价,试验证明pH不超过7.6春雷霉
素是稳定的,见表2。US95 菌株的生产过程中将pH7.5作为发酵临界值,对春雷霉素合成的必要条件如通氨等以及放罐时的各种指标进行有效控制,较好地保证了春雷霉素增长量,见表3。
表2 不同pH对春雷霉素稳定性有无影响的试验结果
2.2.3 发酵罐空气量的调整
在摇瓶试验中发现US95 菌株需要较高的空气量,在大罐发酵时,将空气流量进行了调整,并与原工艺做了比较,结果见表4。从表4可知,伴随空气流量的增加US95 菌株平均发酵水平与平均批总亿随之增加,分别提高了6.7%与6.3%,而发酵周期都明显缩短,由169h
缩短为153h,发酵周期的缩短,对发酵罐的利用率的提高和节约生产成本是十分有利的。
表3 pH7.5作为发酵临界值的大罐发酵水平(ug/ml)
表4 US95菌株在不同空气工艺下20m3发酵结果
3 结论
3.1 春雷霉素生产过程中培养基灭菌手段要采用连消;pH不超过7.5春雷霉素是稳定的;US95 菌株的发酵需要较大的空气量,空气量1:1.5(v/v/m)好于1:1.3(v/v/m)。
3.2 采用紫外线与光修复交替处理春雷霉素生产菌选育高产、稳产菌株是可行有效的。紫外线与光修复交替处理选育出来的US95 菌株的摇瓶效价比出发菌株提高27.6%,US95 菌株用于大规模生产,在良好的工艺控制下其发酵水平比我厂历史最高水平提高12.9%,取得了显著的经济效益。
参考文献:
[1]施巧琴,吴松刚.工业微生物育种学[M].福州:福建科学技术出版社,1991:44—94.
[2]张海,赖兵.DNA的紫外线损伤与修复[J].生物学杂志,1997,14(5):10—11. .
[3]邬行彦,熊宗贵,胡章助主编.抗生素生产工艺学.北京:化学工业出版社,1985:54—136.



 加载中...
加载中...