


 13720223167
13720223167



在正常的发酵生产中,我们一般控制的要素为发酵转化率、发酵产酸、发酵周期、发酵理论酸和发酵液质量等关键指标,而在控制发酵转化率的过程中,往往会因为控制的偏差或控制手段不力,更甚者因控制方法不当,造成转化率提高困难或反其道而行之,同时在指标的提高方面难度更大。
笔者在多年的生产实践过程中,通过各项数据的积累统计、一定数量的试验数据总结和动力学分析,在提高发酵转化率方面,遇到方方面面的问题,同时也发现转化率的提高有其固有的规律,如加以适当控制,会起到一定的效果。按照基本的控制思路和方法,分别在试验和生产阶段取得了比较好的效果。
1 正常生产水平的发酵动力学分析
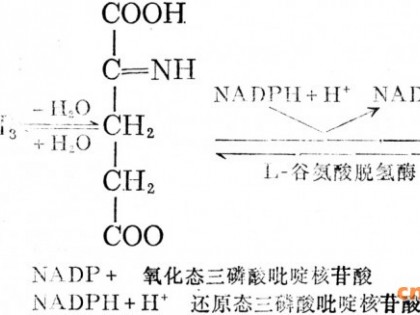
在正常的发酵生产过程中,谷氨酸总体的反应式为:

菌体耗糖利用氨、氧等,生产菌体、谷氨酸、呼吸排出二氧化碳等(注:不考虑中间产物的积累和副产物的生成)在实际生产过程中,发酵生产的主要指标为:
(1)产酸11.5g/dl,
(2)发酵转化率60%
(3)折总初糖为11.5/0.6=19.17g/dl,
(4)发酵生产过程中干菌体的量为1.3g/dl,(经离心分离、烘干等反复实际测量结果的平均值)
(5)发酵菌体的产酸能力为11.5/ 1.3=8.85g/g
(6)发酵产酸用糖为11.5/0.817=14.08g/dl,
(7)长菌体用糖为1.3 X 360÷187=2.50g/dl,
(8)发酵残糖为0.4g/al,
(9)发酵过程中产生的副产物和中间产物,忽略不计,统一归为菌体的呼吸耗糖,为l9.17一l4.08—2.50—0.4=2.19g/d1.
(10)发酵周期31h,产酸速率为:11.5/31:0.371g/dl·h。
其中,糖:(191.7—4)/180=1.043mol;
谷氨酸:l15/147=0.782mol;
菌体:13/187=0.0695mol;
那么配平方程式,
C = 1.043 X 6 → 0.0695 X 8 →0.782 X 5 =1.79 mol:
N =0.0695+0.782=0.8515tool:
H = 1.043× 12+ 0.8515 X 3→ 0.O695 X 13→0.782 X 9=7.129mol:
0 = 7.129 ÷ 2 + 1.792 × 2 + 0.782 × 4 +0.0695 X 4→1.o43×6=4.2965
在实际生产过程中,发酵原材物料稳定,各项指标控制到位,发酵产酸与发酵转化率基本能够达到这一水平,但是在很多情况下,由于发酵原材物料产地、质量的变化或各项指标控制不到位、操作失误等诸多因素,从而导致发酵生产的波动,既影响了发酵的产酸,又影响了发酵转化率,造成经济损失,其主要的变化有以下四种,分加进行阐述。
2 异常情况的发酵转化率的变化
(1)由于发酵培养基生物素、营养素的增加,或发酵控制失误,造成发酵的菌体量增加,由正常量的1.3g/dl增加到1.7g/dl,造成菌体耗糖量增加,菌体因呼吸作用耗糖量等增加按菌体量增加的比例计,在总糖和残糖不变的情况下,表1—1就变成了如下形式:
由上表可以看出,菌体量增加到1.7g/dl,发酵产酸降低到10.32g/dl,发酵周期会有所缩短,发酵转化率降低到53.83% ;而菌体量及发酵副产物增加后,对提取带来更大的难度,造成的经济损失很大。
(2)由于发酵培养基生物素、营养素的降低,或发酵控制失误,造成发酵的菌体量减少,由正常量的1.3g/dl减少到1.Og/dl,因菌体量减少造成发酵产酸降低(因菌体的产酸能力设定为定值),菌体因呼吸作用耗糖量等降低按菌体量减少的比例计,在总糖不变的情况下,残糖量会急剧增加(或发酵副产物增加,这里只考虑了残糖量的增加),发酵周期相对延长,影响发酵的正常生产,表1—1就变成了如下形式:
由上表可以看出,产酸急剧降低到8.85g/dl,残糖量增加到4.72;g/dl,发酵周期会延长到38h以上,发酵转化率降低到46.17% ;提取的困难,特别是离交的难度加大,整体的经济损失更加严重。
(3)由于发酵控制失误,造成发酵的菌体转型不及时等原因,菌体因呼吸作用耗糖量和发酵副产物增加(按增加10%计),而菌体量正常的情况,在总糖和残糖不变的情况下,表1—1就变成了如下形式:
(4)对于发酵生产不正常污染,如轻度染杂菌或染噬菌体等情况不再进行分析,另类处理。
3 针对生产中菌体量变化的情况的处理针对生产中菌体量变化可适当以变应变控制,减少损失。①在菌体量增加的情况下,可以适当增加投糖量,充分发挥菌体的作用,采用提高风量等条件进行配合,适当延长发酵周期,这样可以在一定程度上提高发酵转化率,使损失减少到最低限度,但是产酸及转化率决定于菌种耐高酸的能力,受较多的限制,一般情况不会收到特别好效果。②另外,遇到菌体量减少时,可以减少流加糖的量,从而减少投糖总量,压缩发酵周期,降低残糖,减少损失。
提高发酵转化率是我们一直追求的目标。提高转化率的方法,既有大的方向性问题,又有细节性的小问题,如果我们注意控制生产过程中的原材物料的变化、发酵操作的失误率等等诸多因素,发酵转化率也会稳步提高。



 加载中...
加载中...